Sparčiai vystantis automobilių pramonei ir didėjant automobilių skaičiui keliuose, auga ir eismo įvykių, kurių metu apgadinami automobiliai, skaičius. Taip pat senstant automobilių parkui, atsiranda vis daugiau eksploatacinio pobūdžio gedimų. Todėl vis didesnį dėmesį reikia skirti automobilių kėbulų priežiūrai ir remontui.

Transporto priemonės remontas - tai ilgas ir sudėtingas procesas, reikalaujantis tikslumo, kruopštumo bei atsakomybės. Augant apgadintų transporto priemonių pasiūlai ir eismo įvykių skaičiui, o kartu ir atstatymo darbų apimčiai, kyla būtinybė remonto darbų modernizavimui ir optimizavimui. Reikia pabrėžti, kad ne visuomet yra galimas automobilio kėbulo geometrijos atkūrimas, ir tai susiję ne vien su ekonomiškumu. Saugumas turi būti svarbiausias faktorius, nulemiantis remonto galimumą, tačiau gaila, kad šis faktorius neretai ignoruojamas ir kritiško būvio automobiliai visgi yra remontuojami. Profesionalus remontas turi būti atliekamas specializuotose įmonėse, kur griežtai laikomasi būtinų reikalavimų.
Pažangios Kėbulo Matavimo Liniuotės
Pažangi 2D/3D kėbulo matavimo liniuotė skirta tiksliam automobilio geometrijos įvertinimui ir žalų dokumentavimui. Šis įrenginys leidžia greitai ir tiksliai nustatyti kėbulo deformacijas, palyginti matavimus su gamintojo duomenimis ir priimti pagrįstus sprendimus remonto metu. Ši matavimo liniuotė leidžia ženkliai tiksliau ir greičiau nustatyti kėbulo pažeidimus, optimizuoti remonto procesus ir sumažinti klaidų tikimybę.

Kėbulo Matavimo Liniuočių Variantai
- 300EL+1A Autorobot EzCalipre su dėže nešiojimui.
- 300EL+3 Autorobot EzCalipre su 300EL+1D spintele kompiuteriui.
Duomenų Bazės ir Licencijos Ypatumai
Autorobot programinės įrangos ir duomenų bazės licenzija galioja 18 mėnesių nuo pirkimo datos. Pirmus 12 mėnesių duomenų bazė yra atnaujinama, o paskutinius 6 mėnesius - be atnaujinimų. Po 18 mėnesių duomenų bazė užsirakinama ir reikia pirkti naują licenziją. Nupirkus licenziją, ji galioja 18 mėnesių tomis pačiomis sąlygomis.
Automobilių Kėbulų Konstrukcijos ir Medžiagos
Šiuolaikinių automobilių kėbulų gamyboje randa pritaikymą įvairūs metalai bei nemetalinės medžiagos. Inžinieriai pakankamai ištobulino įvairių automobilių tipų laikančiųjų konstrukcijų geometriją, kuri, naudojant tradicines medžiagas, yra optimali stiprumo ir standumo požiūriu. Technologai naudoja vis pažangesnius apdirbimo ir sujungimo būdus, todėl siekiant optimalumo ieškoma naujų konstrukcinių medžiagų, pasižyminčių maža mase, pakankamu standumu ir stiprumu, technologiškumu, reikiamomis eksploatacinėmis savybėmis ir ne itin aukšta kaina.
Plienas Automobilių Kėbuluose
Automobilių pramonėje naudojama daug įvairių rūšių plienų. Pagrindiniams konstrukciniams elementams naudojami mažo anglingumo plienai. Specialiai pagaminti silpnai legiruoti plienai naudojami didelį plotą sudarantiems elementams, kurie yra formuojami sudėtingais būdais. Kėbulams gaminti daugumoje naudojami cinkuotos plieno skardos lakštai.
Praktiškai iki 1990 metų visų automobilių laikančiųjų kėbulų elementai buvo gaminami iš nestipraus plastiško plieno lakštų štampavimo būdu. Elementai tarpusavyje buvo sujungiami taškiniu suvirinimu. Reikia pastebėti, kad plastiško nestipraus plieno naudojimas laikančiojo kėbulo gamybai nebuvo labai vykęs, nes norint užtikrinti pakankamą kėbulo standumą, būtina naudoti storesnius plieno lakštus. Tam, kad gauti pakankamai stiprų taškinį elementų sujungimą, reikalaujama, kad plieno lakštų storis būtų ne mažesnis nei 0,9 mm, be to, būtina suformuoti technologines briaunas, kurių pagalba elementai būtų jungiami tarpusavyje. Storesnių plieno lakštų naudojimas, taškinis suvirinimas ir papildomų saugumo elementų įdiegimas konstruktoriams leido pasiekti pakankamą laikančiųjų konstrukcijų standumą ir stiprumą saugumo požiūriu, tačiau visa tai labai padidino laikančiosios konstrukcijos masę.
Aliuminis Automobilių Kėbuluose
Ieškodami naujų kėbulams tinkančių medžiagų, automobilių kūrėjai pirmiausiai susidomėjo aliuminio panaudojimu. Aliuminio tankis 2,5 karto mažesnis nei plieno, jis plastiškas, atsparesnis aplinkos poveikiui, tačiau, palyginus su plienu, aliuminio tamprumo modulis yra dvigubai mažesnis, be to, aliuminio kaina yra kelis kartus didesnė. Mažesnis aliuminio tamprumo modulis lemia, kad kėbulo gamybai reikia storesnių aliuminio lakštų ir didesnių gabaritų profilių, o tai mažina aliuminio pranašumą, lyginant su plienu. Aliuminio lydinių stiprumo riba tempiant, priklausomai nuo legiruojančių elementų, svyruoja nuo 340 iki 620 MPa.
Laikančiųjų kėbulų pagrindinių elementų gamybai dažniausiai naudojami aliuminio lydiniai, kurių sudėtyje yra tam tikras kiekis magnio (Mg), silicio (Si), mangano (Mn). Įvertinant tai, kad aliuminio lydiniai sveria tris kartus mažiau nei plieniniai, komercinių automobilių gamyboje labai paplito įvairūs aliuminio lydiniai. Vystant aliuminio panaudojimo laikantiesiems kėbulams technologiją, Audi gamintojai pristatė ekonomišką mažos klasės automobilį A2, kurio laikantysis kėbulas pagamintas vien tik iš aliuminio lydinių. Laikančiojo kėbulo elementams naudojami stiprių aliuminio lydinių štampuoti ir traukti profiliai su daugybe sustandinimo briaunų, įvairaus storio lakštai, iš kurių štampavimu gaunami įvairūs kėbulo konstrukciniai elementai ir panelės. Elementų tarpusavio jungimui naudojamas kniedijimas ir suvirinimas MIG (Metal Inert Gas) būdu. Konstrukcijos vietose, kur yra didelė įtempių koncentracija, elementai tarpusavyje jungiami, panaudojus vakuuminėse formose iš aliuminio lietus flanšus. Tokia konstrukcinių elementų iš aliuminio sujungimo technologija, lyginant su ta, kuri taikoma, gaminant plieninius kėbulus, yra kur kas brangesnė, todėl kol kas komerciniu požiūriu pasiteisino tik prabangių automobilių gamyboje. Kita naujovė - tai speciali konstrukcinių elementų iš aliuminio liejimo technologija, kuri leidžia išlieti plonasienius gaminius. Jos metu (technologijos pavadinimas High-Q-Cast) naudojama šalta vakuuminė liejimo forma, į kurią liejamas AlSi10MnMgFe lydinys.

Plastikai ir Kompozitai Automobilių Kėbuluose
Netradicinių laikančiųjų konstrukcijų gamyboje naudojamos labai įvairios konstrukcinės medžiagos: stiprūs plienai, aliuminio lydiniai, plastikai ir kompozitai. Siekimas dar labiau palengvinti automobilių konstrukcijas iš vienos pusės ir senkančios metalų atsargos iš kitos pusės, verčia ieškoti alternatyvų metalams. Čia į pagalbą ateina plastmasės.
Plačiaja prasme terminas „plastmasė“ apibrėžia organines medžiagas, sudarytas polimerų pagrindu, kurie gali būti gaunami ar perdirbant natūralius produktus, ar sintezuojant pirmines chemines medžiagas iš naftos, gamtinių dujų ar anglies. Visos plastmasės skirstomos į dvi pagrindines grupes:
- Termoplastinės, kurios kaitinamos suminkštėja, o aušdamos sukietėja, išlaikydamos joms suteiktą pavidalą.
- Termoreaktyvinės, kurios suminkštėja tik vieną kartą, gaminant detales. Pakartotinai kaitinant jos jau nesuminkštėja.
Abiejų rūšių plastmasės yra atsparios atmosferos poveikiui, kelio druskai, temperatūrų kaitai bei kitiems poveikiams, kurie metalą skatina rūdyti.
Pirmieji, kurie savo automobiliams panaudojo vien tik iš anglies pluošto kompozito pagamintą kėbulą, buvo Invicta automobilių gamintojai. Kadangi anglies pluošto tamprumo modulis yra didesnis, o tankis 4 kartus mažesnis nei plieno, todėl šie kompozitai labai tinka, gaminant standžius lengvus kėbulus. Automobilių su erdviniu laikančiuoju rėmu kėbulai dažniausiai gaminami iš stiklo ar anglies pluoštu armuotų plastikų. Šiuo metu monokokų gamybai dažniausiai naudojamos kompozicinės medžiagos. Tai anglies ir aramidiniu (kevlaro) pluoštu armuoti kompozitai bei „sandwich“ tipo kompozitai su aramidiniu arba aliuminio koriu. Kaip rišamoji medžiaga (matrica) monokokų gamyboje dažniausiai naudojama epoksidinė ar poliesterinė dervos.
Kompozitų armavimui paprastai naudojamos pluošto pavidalo (amorfinės ar kristalinės struktūros medžiagos), tačiau kartais naudojami ir dispersiniai užpildai (stiklo sferos). Stiklo pluoštas yra bene populiariausias. Jis pasižymi dideliu stiprumu, bet mažu tamprumo moduliu. Yra įvairių stiklo pluoštų tipų:
- E stiklas (mažo elektrinio laidumo)
- ECR stiklas (atsparus korozijai)
- S stiklas (padidinto stiprumo)
- R stiklas
- Te stiklas
- Silikono kvarco stiklas (atsparus korozijai)
- D stiklas ir kiti.
Anglies pluoštas yra atsparesnis nuovargiui, be to, atskirų gijų įskilimai ar nutrūkimai yra nepavojingi, nes pluoštas yra supintas iš tūkstančių labai plonų gijų. Boro pluoštas pasižymi dideliu tamprumo moduliu, bet yra labai brangus. Plačiausiai yra naudojami pigiausi stiklo pluoštai. Anglies pluoštai naudojami lengvų standžių konstrukcijų gamyboje.
Stiklas ir Sandarinimo Medžiagos Automobilių Kėbuluose
Šiuolaikiniuose automobiliuose vis daugiau ir daugiau naudojama stiklo. Priekinius stiklus daro vis didesnius ir platesnius, stengiantis maksimalizuoti apžvelgiamumą, nesumažinant stipruminių savybių. Standartas reikalauja, kad priekinis stiklas būtų saugus, tai yra, duždamas nepažirtų šukėmis. Stiklų montavimui į kėbulo elementus, durų uždarymo sandarumo padidinimui naudojamos įvairios guminės tarpinės. Įvairių rūšių kempinės tipo gumos yra pritaikomos automobilio salono vidaus įrangoje. Kėbulo elementų ir detalių sujungimų sandarinimui naudojami įvairūs sandarikliai. Sandarinimo - izoliacijos medžiagų dariniai gali būti sudarytos alyvų pagrindu, gumos pagrindu ar dervų pagrindu.

Gedimai, Defektai ir Avariniai Sužalojimai
Gedimu suprantamas techninio įrenginio normalaus veikimo sutrikimas, atsirandantis dėl fizinių ir cheminių procesų arba aplinkos poveikio, pakitus viso įrenginio ar jo dalių parametrams, kai jie neatitinka reikalavimų. Pavojingiausi, dažniausiai nepataisomi gedimai pasireiškia pagrindinių konstrukcinių elementų suirimu. Suirimas būna staigus (sutrupėjimas) ir nuovarginis (nuo ilgų statinių apkrovų) bei avarinis sužalojimas. Kaip rodo praktika, konstrukcijų stiprumas būna žymiai mažesnis nei medžiagų, iš kurių padaryta konstrukcija, stiprumas.
Apkrovos, veikiančios automobilio kėbulą, yra dvejopos - pastoviai veikiančios (determinuotos) ir atsitiktinės (stochastinės). Pirmosios - nuo aerodinaminių jėgų nusistovėjusiuose režimuose, nuo išcentrinių jėgų varikliuose ir agregatuose ir t. t. Antrosios - visi smūgiai, dinaminiai išbalansavimai, apkrovos greitėjant ir stabdant, aerodinaminiai virpesiai, išoriniai poveikiai ir t. t. Negatyviai pasireiškia aukštų temperatūrų įtaka įvairioms detalėms ir elementams.
Defektas (yda, trūkumas) gali kartu būti ir gedimas (arba iššaukti gedimą), o gali ir ne. Kartais šie terminai gali būti naudojami kaip sinonimai. Visi defektai skirstomi į:
- Aiškius: kurio nustatymui normatyvinėje dokumentacijoje yra numatytos kontrolės taisyklės, metodai ir priemonės.
- Užslėptus: paprastai yra sunkiau identifikuojami.
- Kritinius: neleidžia naudoti produkcijos pagal paskirtį.
- Žymius: smarkiai kenkia produkcijos panaudojimui, bet nėra kritiniai.
Avarinių Sužalojimų Klasifikacija
Avariniai sužalojimai skiriami į dvi grupes:
- Sužalojimai, sukelti statinių ar smūginių apkrovų, viršijančių leistinas. Nuo smūgių sukelti sužalojimai dar skiriami į tiesioginius ar pirminius ir netiesioginius ar antrinius.
- Pirminiai: tie, kurie atsiranda betarpiškai smūgio priėjimo vietose, t. y. tiesioginio kontakto su smūgį sukeliančiu objektu vietose.
- Netiesioginiai ar antriniai: randami srityje, supančioje pirminį sužalojimą, nors atskirais atvejais gali būti ir ganėtinai nutolę nuo kontakto zonos. Po smūgio vidinius sužalojimus sukelia judantys daiktai, keleiviai, ir tai gali būti sulaužytos sėdynės, vairaračiai, sudaužytos panelės ir t. t.
- Matomi ir paslėpti sužalojimai.
- Matomi sužalojimai: tie, kurie matomi tikrojo kontakto zonoje. Detalesnis apžiūrėjimas gali atskleisti vidinius kai kurių elementų iškraipymus, kurie interpretuojami kaip matomi netiesioginiai sužalojimai.
- Paslėpti sužalojimai: tie netiesioginiai sužalojimai, kurių nėra paprasta pastebėti apžiūrint tol, kol automobilis nėra bent dalinai išardomas ir atsiranda galimybės detaliau ištyrinėti.
Kėbulo Remonto Procesas ir Matavimo Metodai
Prieš pradedant kėbulo remonto darbus, yra būtina nustatyti gedimų (pažeidimų) mastą. Tai įgalina planuoti darbą ir iš anksto apskaičiuoti remonto išlaidas. Remiantis gedimų analize nustatoma, ar automobilio remontas yra galimas ir tikslingas.
Matavimo Įrankiai ir Sistemos
Išilginiai matavimai tiksliai nenurodo deformacijos laipsnio, kadangi turi būti kontroliuojamas taip pat ir ašies tvirtinimo taškų erdvinio matmens tikslumas. Rėmų kalibru galima patikrinti ašies tvirtinimo taškus (matavimo taškų erdvinę padėtį). Gamintojai paprastai nurodo matavimo taškus. Centravimo kalibrai turi mažiausiai tris matavimo ašis, kurios prijungiamos prie atitinkamų automobilio taškų. Jeigu kalibre žymėjimai atitinka nustatytus, tai automobilis nėra deformuotas. Atliekant lyginimo darbus, kalibras gali likti ant automobilio.
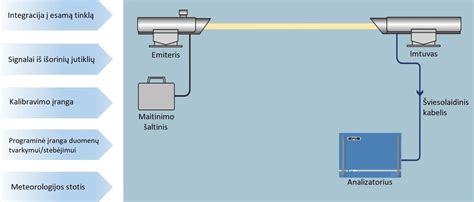
Šiuo metu matavimams plačiausiai naudojamos trimatės liniuotės arba optinės lazerinės matavimo sistemos. Matavimo liniuotėmis matavimai atliekami šoninėms, galinėms, stogo bei dugno transporto priemonės deformacijoms išmatuoti. Reikalingi atstumai bei visų charakteringų taškų koordinatės randamos duomenų bazėse. Matavimai dažnai atliekami pakeistų kėbulo elementų padėčiai patikrinti. Optinės bei lazerinės sistemos dažniausiai naudojamos dugno taškų kontrolei. Galima išmatuoti ir aukščiau esančius taškus, tačiau šiuo atveju būtinas priėjimas iš apačios. Minėtos sistemos yra universalios, pilnai kompiuterizuotos. Reikiami duomenys yra duomenų lentelėse arba duomenų bazėse. Matavimai atliekami lazeriniais įtaisais, vaizdas matomas ekrane. Paprastai deformacija matoma, esant gamintojo nurodytų ir matuojamųjų taškų nesutapimui. Optines, lazerines sistemas patogu ir paprasta naudoti.
Remonto Proceso Etapai
Remonto procesu suprantama visuma žmonių veiksmų ir gamybos (remonto) priemonių, būtinų gaminių remontui. Šio proceso rezultate remontuojamam gaminiui sugrąžinamas buvęs prarastas darbingumas, t. y., remonto gamybinis procesas apima:
- Remonto priemonių paruošimą.
- Darbo vietų aptarnavimo organizaciją.
- Remontinio fondo įsigijimą ir saugojimą.
- Medžiagų, pusgaminių, atsarginių detalių įsigijimą ir saugojimą.
- Automobilio remonto visas stadijas.
- Mazgų ir viso automobilio surinkimą.
- Bandymą, konservaciją.
- Atidavimą.
Remonto technologiniu procesu vadinama gamybinio proceso dalis, kurios metu atliekami veiksmai, keičiantys remontuojamo objekto būseną. Bet koks procesas neapsieina be dokumentacijos. Remonto dokumentacija apima remonto vadovą, dalių ir surinkimo vienetų katalogą, atsarginių dalių, medžiagų sunaudojimo normas. Pagal remonto vadovą paruošiama konkreti dokumentacija, kuri apima visus dokumentus, reglamentuojančius visą remonto darbų atlikimą, ir dokumentus, fiksuojančius jų įvykdymo rezultatus. Technologinė operacija - dalis technologinio proceso, atliekama vienoje darbo vietoje.
Visą remonto procesą galima laikyti susidedančiu iš pagrindinės, pagalbinės ir aptarnaujančios gamybų. Pagrindinio gamybinio proceso įvykdymui būtina technologinė įranga, energija (elektra, suspaustas oras), įtaisai ir t. t. Visa tai - pagalbinės gamybos procesai, kurių metu gauta produkcija naudojama pagrindinėje gamyboje.
Paruošiamoji stadija yra viena iš pagrindinių remonto procese. Po išardymo turi būti atliktas laikinas konservavimas, siekiant apsaugoti nuo korozijos neapsaugotus paviršius. Ardant plačiai naudojamos kėlimo - transporto priemonės: talės, telferiai, kranai, vežimėliai, manipuliatoriai ir t. t., pritaikomos mažosios mechanizacijos priemonės. Pjovimo būdas parenkamas atsižvelgiant į esamas aplinkybes ir priklauso nuo atskyrimo vietos prieinamumo, lakštinės detalės formos, lakšto storio, reikiamos atskyrimo vietos kokybės, pjūvio formos. Jeigu atskyrimo siūlei nekeliama jokių formos ir išvaizdos reikalavimų, tai dalys gali būti atskiriamos kirtikliu. Lygiems, švariems pjūviams atlikti tinka žirklės, pjūklai ir diskiniai pjovikliai.
tags: #kebulo #geometrijos #matavimo #liniuote