Šiame straipsnyje bus aptartas standartinio veleno radialinio mušimo paaiškinimas, jo matavimas ir susiję inžineriniai aspektai, remiantis Lietuvos techninės literatūros šaltiniais.
Mašinų elementų tikslumas ir standartai
Techninėje inžinerijoje tikslumas yra esminis aspektas, užtikrinantis mechanizmų patikimumą ir ilgaamžiškumą. ISO 286 apibrėžia ribinių verčių ir atitikmenų sistemą, skirtą sujungiamoms detalėms. Šio standarto nustatytas IT lygis (pvz., 5, 6, 7) yra skaičius, nurodantis tolerancijos laipsnio plotį. Dažniausiai pasitaikančioje skylės pagrindo sistemoje skylės esminis nuokrypis žymimas raide H (EI = 0), o veleno raidė keičiama siekiant pasiekti norimą atitikimą. H formos skylėms apatinis nuokrypis EI yra lygus 0, o didesnis nuokrypis ES lygus EI + IT = IT (tolerancijos laipsnio plotis).
Radialinio ir galinio mušimų matavimas
Paviršių tarpusavio padėties nuokrypiai matuojami prietaisais, taikant lyginimo metodą. Laboratorinių darbų metu dažnai matuojamas cilindrinio velenėlio radialinis ir galinis mušimai, naudojant laikrodinį arba svirtinį-krumpliaratinį indikatorių.
Indikatorių tipai ir matavimo jėga
Pagal matavimo ribas indikatoriai skirstomi į:
- Normalius (matavimo ribos 0-5 mm ir 0-10 mm)
- Mažagabaričius (matavimo ribos 0-2 mm ir 0-3 mm)
Radialinio mušimo matavimo tvarka
Norint išmatuoti radialinį mušimą, indikatorius tvirtinamas laikiklyje. Indikatoriaus stiebelis priglaudžiamas prie matuojamo kakliuko taip, kad jo rodyklė apsisuktų vieną kartą, t. y., kad gautų pradinį įveržimą. Tai užtikrina, kad indikatorius galėtų rodyti tiek teigiamus, tiek neigiamus nuokrypius. Indikatoriaus stiebelis nustatomas tiksliai statmenai cilindriniam velenėlio paviršiui, o skalės nulis pasukamas iki rodyklės. Tuomet velenėlis lėtai sukamas centruose, stebint indikatoriaus rodyklės judėjimą. Indikatoriaus rodmenys surašomi į duomenų lentelę.
Galinio ir tarpusavio mušimų matavimas
Norint išmatuoti paviršiaus A mušimą paviršiaus B atžvilgiu, atitinkamai statomi du indikatoriai. Detalę įstačius tarp prietaiso centrų, indikatorių stiebeliai priglaudžiami prie paviršių A ir B taip, kad jų ašys būtų vienoje plokštumoje, einančioje per detalės ašį. Nustačius indikatorius į nulinę padėtį, detalė lėtai sukama 360° kampu, visą laiką stebint, kiek skiriasi abiejų indikatorių rodmenys. Didžiausias abiejų indikatorių rodmenų skirtumas ir yra paviršiaus A mušimas paviršiaus B atžvilgiu. Bendraašiškumo e reikšmė lygi 1/2 didžiausio abiejų indikatorių rodmenų skirtumo.
Mašinų elementų kompiuterizuoti laboratoriniai darbai
Kauno technologijos universiteto Inžinerinės mechanikos katedra siūlo kompiuterizuotus laboratorinius darbus, skirtus dirbti su automatizuoto projektavimo sistema APM WinMachine. Ši sistema skirta įvairiems mašinų elementams projektuoti ir susideda iš 14 programų. Pagrindinės programos, naudojamos šiuose laboratoriniuose darbuose, yra:
- WinTrans - mechaninių perdavų skaičiavimas ir projektavimas.
- WinShaft - velenų ir ašių skaičiavimas ir projektavimas.
- WinBear - riedėjimo guolių skaičiavimas ir projektavimas.
- WinJoint - mašinų elementų sujungimų skaičiavimas ir projektavimas.
Cilindrinės krumplinės perdavos funkciniai parametrai
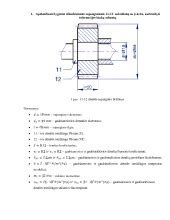
Laboratorinių darbų metu, naudojant APM WinTrans programą, apskaičiuojami cilindrinės krumplinės perdavos pagrindiniai funkciniai parametrai. Darbo tikslas yra nustatyti pagrindinius cilindrinių krumpliaračių geometrinius parametrus, varančiojo ir varomojo krumpliaračių stiprumo parametrus (krumplių darbinių paviršių kietumą) bei apskaičiuoti išorinio kabinimosi tiesiakrumplės, įstrižakrumplės ar ševroninės cilindrinės perdavos krumpliaračių susikabinime veikiančias jėgas.
Krumplinių perdavų aprašymas
Krumplinė perdava sudaryta iš krumpliaračių, kurie tarpusavyje kabindamiesi perduoda varančiojo veleno sukamąjį judesį ir sukimo momentą varomajam velenui, pakeisdami sukimosi greitį ir sukimo momentą proporcingai perdavos perdavimo skaičiui. Pagal krumplio linijos kryptį krumpliaračiai būna tiesiakrumpliai, įstrižakrumpliai ir ševroniniai. Plačiausiai naudojamos cilindrinės krumplinės perdavos dėl jų paprasto pagaminimo. Kiekvieną cilindrinę krumplinę perdavą sudaro varantysis ir varomasis krumpliaratis. Pagrindinis parametras yra jos perdavimo skaičius, kuris lygus varančiojo ir varomojo krumpliaračių krumplių skaičių santykiui. Pagrindiniai krumpliaračių geometriniai parametrai yra dalijamųjų, viršūnių, pašaknų ir kt. apskritimų skersmenys, krumplio posvyrio kampas ir modulis.
Jėgos krumpliaračių susikabinime
Perduodant sukimo momentą, varančiojo ir varomojo krumpliaračių krumpliai šoniniais paviršiais yra spaudžiami vienas prie kito. Kontakto vietoje atsiranda normalinė jėga FN, kuri yra statmena krumplių šoniniams paviršiams ir veikia išilgai susikabinimo linijos. Ši jėga apkrauna velenus ir guolius statmenai jų sukimosi ašiai.
- Tiesiakrumplėje perdavoje jėga FN išskaidoma į dvi tarpusavyje statmenas komponentes:
- Apskritiminė jėga Ft, kurios veikimo linija yra pagrindinio apskritimo liestinė, o kryptis priklauso nuo krumpliaračių sukimosi krypties (visada nukreipta prieš sukimąsi).
- Radialinė jėga Fr, nukreipta į sukimosi centrą.
- Įstrižakrumplėje perdavoje jėga FN išskaidoma į tris tarpusavyje statmenas komponentes: Ft, Fr ir ašinę jėgą Fa, lygiagrečią krumpliaračių ašims.
Ilgaamžiškumo užtikrinimas
Skaičiuojant cilindrinės krumplinės perdavos svarbiausius funkcinius parametrus, siekiama užtikrinti reikiamą ilgaamžiškumą. Jis priklauso nuo perdavos elementų (krumpliaračių) geometrinių parametrų, jų susikabinime veikiančių jėgų bei medžiagų savybių, įskaitant krumplių paviršių kietumą, nuo kurio tiesiogiai priklauso jų dilimo intensyvumas. Reikiamas kietumas paprastai pasiekiamas parenkant plieniniams krumpliaračiams atitinkamą medžiagą bei jos terminio ar termocheminio apdorojimo būdą.
Krumpliaračių terminis apdorojimas ir medžiagos
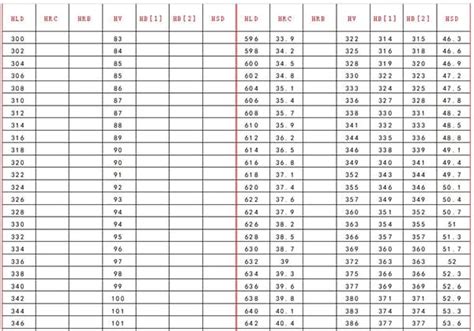
Krumpliaračiai dažniausiai gaminami iš anglinių ir legiruotų plienų. Pagal krumplių darbinių paviršių kietumą krumpliaračiai skiriami į dvi grupes:
- HB ≤ 350: kietumas gaunamas krumpliaračius termiškai gerinant.
- HB > 350: kietumas gaunamas grūdinant, įanglinant (cementuojant) arba įazotinant.
| HRC | HB |
|---|---|
| 47 | 440 |
| 48 | 460 |
| 51 | 495 |
| 53 | 522 |
| 61 | 627 |

| Terminio apdirbimo būdas | APM WinMachine atitinkantis kietumas HRC |
|---|---|
| Gerinimas | 27 |
| Grūdinimas | 50 |
| Cementavimas | 59 |
| Azotavimas | 60 |
tags: #standartinis #veleno #radialinis #musimas